您好,欢迎访问东莞市铭上电子科技有限公司的官网!

铭上电子(电子焊料和激光打标机供应商)
专业设计、生产激光镭雕机,激光打标机,激光焊接机,激光切割机加工、出售和维修服务,提供所有产品雕刻加
专业设计、生产激光镭雕机,激光打标机,激光焊接机,激光切割机加工、出售和维修服务,提供所有产品雕刻加
工服务我公司有专业售后服务团队,帮您解决售前售中售后一条龙服务!众多国内、国外企业激光镭雕机的选择

工服务我公司有专业售后服务团队,帮您解决售前售中售后一条龙服务!众多国内、国外企业激光镭雕机的选择

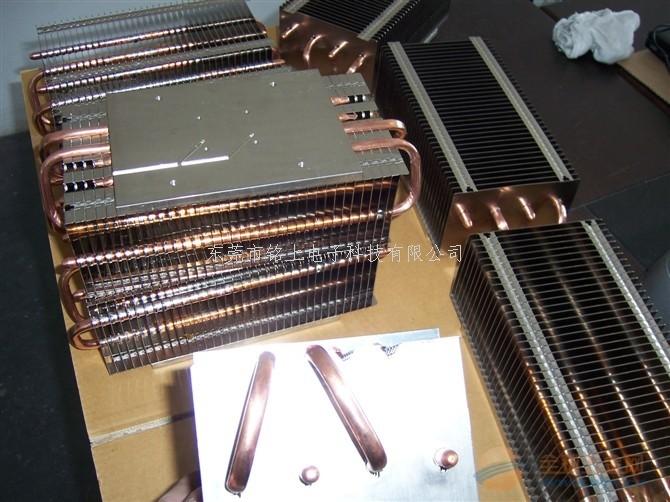
铜铝热管焊接锡膏 鳍片锡膏散热器锡膏厂家,选铭上专业散热器焊接锡膏上锡性强东莞市铭上电子科技有限公司10余年专业从事SMT贴片锡膏、连接器专用锡膏 瓶装式或针筒式 适合哈巴机焊接锡膏,连接器专用锡膏 瓶装式或针筒式 适合哈巴机焊接散热器焊接锡膏销售,特种焊接LED焊接锡膏,灯板焊接,特种锡丝系列,镀镍焊接锡丝,铝焊接锡丝,漆包线焊接丝,不锈钢焊接锡丝等。专门解决镀镍材质焊接,不锈钢,铝焊接等。低温锡丝系列,锡铋锡丝,锡铋锡线,低温无铅,低温焊锡丝,专门用于不耐高温产品焊接,避免高温对元器件的损害破坏等。金牌品质行业领先,专业的技术支持服务客户,大量现货满足客户随时交货的特种需求,全国出货,专业服务客户。
为什么SnBi合金散热器无铅焊接的主流合金?熔点低,熔点139℃,峰值温度160-180℃即可完成焊接,散热器尺寸大,热容 量大,降低峰值温度可减少能量损耗, 降低对回流焊设备的要求,还可缩短回 流时间提高生产效率,降低成本。 价格低,价格只有SnAgCu、SnAg的一半 左右。SnBi替代SnPb给散热器焊接带来的变化。熔点下降,生产效率提高,减少了热管胀管几率,铜变色程度减轻。 润湿性降低,空洞增加,需用特制的焊剂弥补, 需用心于温度曲线设臵来发挥润湿性,钢网网 眼间距也需进行微调。 ?强度降低,设计散热器时考虑增大焊接面或选 用强度好的结构。 镀镍件适应能力下降,某些镀镍件可能产生拒焊。
电脑散热方式散热器基础,电脑散热方式主要有三种:1. 风冷散热法 风冷式散热法是目前计算 机散热使用最多,也是最成熟的方法, 拆开您的主机箱,您可以在CPU、显卡、 电源等等各处找到它的身影。 2.水冷散热法 3.半导体致冷法风冷散热原理,所谓风冷散热器,其散热原理即通过与发热物体(就电脑而言即CPU、GPU 等半导体芯片)紧密接触的金属散热片, 将发热物体产生的热量传导至具有更大 热容量与散热面积的散热片上,利用 风扇的导流作用令空气快速通过散热片 表面,加快散热片与空气之间的热对流, 即强制对流散热。
冷散热的优缺点,让我们来看一下风冷式散热法主要的 优缺点: 优点:结构简单,价格低廉(比较其它散 热方法),安全可靠、技术成熟。 缺点:不能将温度降至室温以下,由于 存在风扇的转动,所以有噪音,风扇寿命 有时间限制。风冷散热模组分类,根据电脑类型分类: (1)台式电脑散热器 (2)笔记本散热器 二者的本质差别是电脑内部用于容纳散热器 的空间大小不同, ?台式机有较大的空间可以容纳个头较大的散热 器,散热性能较好,散热器结构相对简单一些就 可以满足散热要求。 ?笔记本电脑就不同了,内部空间有限,散热性 能制约着笔记本电脑性能的提高,这就要求笔记 本电脑用散热器需采用更先进,更复杂的工艺进 行生产。
散热模组,台式电脑散热器
散热模组(笔记本)IBM笔记本散热管笔记本散热系统
散热模组常见组成单元热管平面 (底板)
散热器材料分析(1)目前普遍使用的散热材料集中在铜、铝上,从比热角度看,铝的比热为217卡/千克217℃, 铜则为93,也就是说加热同重量的铝和铜,要 分别输入217和93卡的能量,从这个角度看铝 的比热很具有优势,这也是为什么目前大多数 散热片都以它为主要原料。而热传导系数也是 一个不可低估的指数,从CPU到散热片表面的 传导外,散热片整体的能量分布如何也是一个 很关键的问题。铝为237W/单位长度卡,而铜 则为400W/单位长度卡。散热器材料分析(2)此外铝和铜的质量比也是值得我们注意的数字,铜的质量是铝的三倍,也就是说在相同体积情 况下,铜的单位重量将是铝的三倍。虽然铜的 比热没有铝好,但是它可以在较小的面积上实 现更高的密度,如果简单用铝的比热217和三 倍它的铜的比热93*3=279计算就会发现,铜 在相等面积上的优势,而且铜的热传导系数又 高达400W/单位长度卡,几乎是铝的一倍,所 以目前散热片往往铜的效果更好。散热器材料分析(3)
但是这并不代表铜将一统天下,铝仍有自己的位置,除了低端产品仍然使用铝外,即便是铜散热片,也离不开铝的参与。因为铝的质量轻, 如果整个散热片都是用铜,那无疑极度沉重, 很难做出大的表面积给风扇作热对流,而铝小质量大面积,热传导性能也不错的特性,使得 铝往往成为铜的配角。所以铜铝合体的散热片 成为了两个集合的优化组合,从而产生了两种金属的结合问题,即异性金属接合。
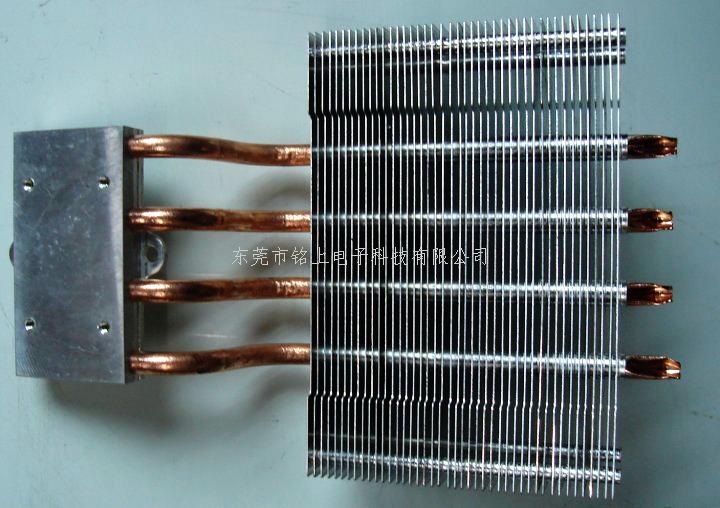
散热器材料分析:采用镀镍工艺的原因:(1)铝材在空气中表面易形成氧化铝薄层,氧化铝十分稳定,使得难以进行优质焊接,采用镀 镍工艺在铝材表面形成镍薄层提高了可焊性。 (2)在某些铜铝结合得模组上,铜表面也采取镀镍工艺,主要目的是外观协调的需要,还可取得防止铜表面氧化的效果。 镀镍工艺无疑提高了散热模组的生产成本,模组厂家有减少镀镍工艺的意愿,但目前市场上还没有可用于铝不镀镍散热器优质焊接的锡膏,有其技术上的原因。异性金属接合技术,在铝制散热器底部添加铜板,充分发挥了铜热导系数 高的优势,又利用了铝密度低重量轻,延展性好的特点,可以制作超大面积散热片。 底部铜片使热量快速传导到铝制散热鳍片,可以让热 量均匀分布在整个散热器上,避免热量聚集在底部, 在有限增加散热器重量的情况下,大幅度提高散热效果。 异性金属连接技术要解决的问题就是介面热阻,如果两种金属接触不好,会产生非常大的介面热阻,大大降低散热器效果。
还有一些 较少见的组成 单元鳍片散热模组形状类型分析(1)
以上四种组成单元进行组合可以组成以下几种 常见的散热器基本结构:(1)平面与平面(2)平面与热管(3)平面与鳍片(4)平面与折片
散热模组形状类型分析(2)
(5)热管与鳍片其中热管与鳍片又分为三种情况: 1)热管插入鳍片中 2)热管与鳍片底部焊接(与类型2热管与平面差不多) 3)热管插入鳍片中,上方有较大面积的开口槽,回流时溶剂更易挥发
(Sn42Bi58)锡膏回流说明(1)不同类型散热器对合金润湿性、合金熔融状态
焊接要领的流动性及残留松香的要求不同,针对具体的 散热器类型设定与其类型相适应的温度曲线可 取得更好焊接效果和焊接后外观。 由于锡铋合金的润湿性差,通常无法满足散热 器焊接的要求,这就要求焊剂提供好的润湿性,
而焊料熔化时溶剂残余量的多少影响焊剂润湿 性发挥,溶剂残余量越多促进润湿进行。
散热模组锡膏回流说明(2)
散热器回流温度曲线设定需进行综合全面的考虑: 1. 大多数的散热器焊接都要求锡膏有很好的润湿性,保证较高的 钎着率,但不是都要求熔融焊料有高的流动性。润湿性好是流 动性好的前提,也可以通过回流条件的改变降低流动性。 2. 较快的升温速率,锡膏在较短的时间内升至熔点,此时溶剂挥 发较少,润湿性更好得到发挥,由于焊剂中溶剂量较多,焊剂 流动性就更好,更好的带动液态焊料的流动(扩展润湿)。缺 点是溶剂挥发较少残留就更多一些,残留也更软一些,更容易 产生溢锡,溢松香,也就是说负面效果主要表现在外观上。热 管与鳍片焊接(尤其是有较大开槽类型)采用较快的升温速率, 流动性就比较好,促进锡在热管表面的包裹,而其他类型的模 组在保证其足够润湿性情况下采用较慢的升温速率,加剧锡膏 熔化前溶剂的挥发(锡熔化时溶剂不可挥发过度,进而影响润 湿,降低钎着率),降低残留和锡的流动性,使焊料在“原地” 润湿,改善焊后外观。
散热模组散热器锡膏回流说明(3)升温预热区:
通常散热器焊接回流曲线升温区与预热区界 限不明确,必要时可延长80-120℃的时间作为 预热区,升温预热区的作用是挥发部分溶剂,去 除锡粉氧化物及清洁被焊接表面,为回流时合金 润湿作准备。升温预热区延长可加强对焊接表面 的化学清洁作用,而太长可能出现溶剂挥发过度, 活化剂消耗过多,影响回流时润湿性。
散热模组锡膏回流说明(4)
回流区:
从焊料自身特性来说,最高温度越高,合金 本身的表面张力下降,润湿性提高。峰值温度越 高,停留时间越长,越有利于界面合金的生成, 强度越高,导热性能越好,残留也会少一些,硬 一些。但峰值温度不可过高,停留时间过久,导 致溶剂挥发过度,活性剂失效,润湿性下降,锡 又重新收缩,也就是反润湿。负面影响是:铜氧 化变色严重,热管胀管,残留颜色变深。
连接器专用锡膏 瓶装式或针筒式 适合哈巴机焊接锡膏,连接器专用锡膏 瓶装式或针筒式 适合哈巴机焊接。
东莞市铭上电子科技有限公司专业镭雕机、激光打标机、电子焊料产品和提供所有产品打码、激光雕刻加工相关高品质服务,服务热线:13802450085













